Máy hàn ống là một vật dụng không thể thiếu trong các công trình xây dựng hiện nay. Nhưng có một thực tế, không phải ai cũng nắm rõ cách vận hành sản phẩm này. Dưới đây, Ống Nhựa Thuận Phát đưa ra hướng dẫn sử dụng máy hàn ống HDPE và phụ kiện chi tiết cho các kỹ thuật viên, giám sát, thi công công trình cùng nắm rõ.
1. Đặc điểm máy hàn nhiệt HDPE
Máy hàn ống cấp nước HDPE được xem là một trong những vật dụng thuộc dòng máy hàn cao cấp và không thể thiếu trong quá trình xây dựng, thiết kế, thi công trong các công trình công nghiệp. Máy hàn ống được chia ra thành các dạng modul như sau: phần thiết bị hàn, phần cấp thủy lực, phần gia nhiệt. Chúng được kết nối với nhau bằng các kiểu như giác cắm hay cút, nối, và việc tháo lắp thì rất dễ dàng. Đặc biệt phần hàn có thể đặt ngay phía dưới phần rãnh để hàn ống.
Máy hàn ống HDPE có đặc điểm sau:
- Máy lắp ráp có độ chính xác cao.
- Dễ dàng vận hành, sử dụng.
- Công suất máy cũng như áp lực luôn ổn định và quan trọng hơn cả là độ chính xác cực kì cao.
- Máy có hệ thống kiểm soát nhiệt độ bằng kỹ thuật số tiên tiến, hiển thị thông tin một cách chính xác ngay trên màn hình.
- Chế độ đóng ngắt tự động vô cùng thông minh.
- Vì có bề mặt sơn chống dính, nên máy có khả năng chịu nhiệt rất cao.
2. Hướng dẫn sử dụng máy hàn ống HDPE và phụ kiện đầy đủ và chi tiết

2.1: Thiết bị hàn nhiệt – thông tin an toàn
Xin vui lòng đọc kỹ phần này trước khi sử dụng máy hàn ống HDPE

| Cảnh báo an toàn
Trong tài liệu này sẽ có nhiều chỗ đặt dấu hiệu cảnh báo an toàn. Khi bạn nhìn thấy dấu hiệu này, cần đọc kỹ nội dung cảnh báo. AN TOÀN LÀ TRÊN HẾT Bạn sẽ nhìn thấy dấu hiệu an toàn này đi kèm các từ DANGER, WARNING và CAUTION |
 |
| DANGER: Báo hiệu trước tình huống rất nguy hiểm sẽ xảy ra. Nếu không tránh được hoặc hành động sai có thể dẫn đến thương tật nặng hoặc nguy hiểm đến tính mạng |  |
| WARNING: Báo hiệu một tình huống nguy hiểm có thể sẽ xảy ra. Nếu để xảy ra tình huống nguy hiểm này có thể dẫn đến thương tật nặng hoặc nguy hiểm đến tính mạng |  |
| CAUTION: Báo hiệu một tình huống nguy hiểm có thể xảy ra.
Nếu để xảy ra tình huống nguy hiểm này có thể dẫn đến thương tật nhẹ. |
 |
| Trong tài liệu hướng dẫn này, bạn nên để ý tới các từ:
CHÚ Ý và QUAN TRỌNG CHÚ Ý: Có thể giúp bạn tránh làm những điều có thể gây nguy hiểm đến máy móc thiết bị hoặc tài sản của người khác. Cụm từ này cũng có thể được dùng để cảnh báo những hành động không an toàn QUAN TRỌNG: Có thể giúp bạn thực hiện công việc tốt hơn hoặc tiến hành công việc một cách dễ dàng hơn |
|
| An toàn chung
An toàn là vô cùng quan trọng. Báo cáo bất cứ thứ gì bất thường mà bạn ghi nhận được trong qúa trình vận hành. Lắng nghe các tiếng đập, tiếng va chạm, tiếng lách cách, tiếng rít, tiếng khí rò hay các tiếng động lạ khác Ngửi các mùi lạ như nhựa cháy, cao su cháy, dầu sôi, khí ga, kim loại nóng, … Cảm nhận tất cả các thay đổi trong quá trình máy hoạt động Quan sát các vấn đề với dây điện, dây tín hiệu, cơ cấu chuyển động, đồ nối thủy lực và các chi tiết khác, … Báo cáo bất cứ thứ gì bạn nhìn thấy, cảm thấy, ngửi thấy hoặc nghe thấy khác với những gì bạn biết hoặc bạn cho là chúng không an toàn. |
| Đọc và hiểu
Không được vận hành thiết bị hàn cho tới khi bạn đọc một cách cẩn thận và hiểu rõ phần “Thông tin An toàn” và “Hướng dẫn sử dụng máy hàn ống HDPE” của tài liệu này, và của cả những thiết bị khác có thể được dùng cùng thiết bị hàn trong quá trình thi công. An toàn của bạn và của cả những người khác phụ thuộc vào sự cẩn thận và quyết định của bạn trong khi sử dụng thiết bị này. Công ty Thuận Phát không thể đưa ra cụ thể tất cả các tình huống dẫn tới nguy hiểm có thể xảy ra, do đó các cảnh báo trong tài liệu này và trên máy không bao gồm tất cả các tình huống như trong thực tế. Do đó, bạn cần luôn luôn cảnh giác và bảo vệ bản thân bằng cách xem xét kĩ quy trình vận hành, công cụ dụng cụ, phương pháp thi công và chắc chắn chúng an toàn cho bản thân cũng như người khác. Bạn cũng cần chắc chắn rằng thiết bị sẽ không bị hỏng hóc hoặc rơi vào trạng thái mất an toàn do các phương pháp thi công hoặc sửa chữa, bảo dưỡng mà bạn áp dụng. |
 |
| Mặc trang thiết bị bảo hộ
Đội mũ cứng, đi giày bảo hộ, đeo kính bảo hộ và các thiết bị bảo hộ tan toàn cá nhân khác. Tháo các trang sức như vòng, nhẫn, đồng hồ và không mặc các quần áo rộng thùng thình hoặc để tóc dài, những thứ có thể gây khó khăn, cản trở trong quá trình sử dụng máy hàn ống HDPE. |
 |
| Chi tiết Thủy lực
Mặc dù áp suất thủy lực của máy là thấp so với một số thiết bị thủy lực khác, tuy nhiên vẫn cần nhớ rằng sự rò rỉ đột ngột của hệ thống thủy lực có thể gây ra các vết thương nặng có khi dẫn tới nguy hiểm tính mạng nếu áp lực đủ lớn. |
|
| Dầu thủy lực thoát ra dưới áp lực cao có thể xuyên qua da và gây ra vết thương nghiêm trọng. Lưu ý để tay và cơ thể tránh khỏi các vị trí có thể rò rỉ dầu thủy lực khi có áp lực cao. Sử dụng một mảnh bìa hoặc giấy để tìm các vết rò rỉ khi nghi ngờ. Nếu bị dầu thủy lực bắn qua da, cần phải rửa sạch vết thương ngay và gặp các bác sĩ chuyên môn để xử lý vết thương |  |
| CHÚ Ý: Đeo kính bảo hộ, giữ mặt cách xa các vị trí có thể rò khí hoặc dầu thủy lực để tránh bị bắn vào mắt. | |
| Bộ phận gia nhiệt không có khả năng chống cháy nổ | |
| Sử dụng bộ phận gia nhiệt trong các môi trường nguy hiểm (mỏ khí, có nhiều chất bắt lửa, …) mà không trang bị các kiến thức an toàn cần thiết có thể dẫn đến cháy nổ. Trong trường hợp phải thi công ở điều kiện nguy hiểm, thiết bị gia nhiệt nên được bật ở khu vực an toàn trước, sau đó tắt điện trước khi vào môi trường nguy hiểm để hàn. |  |
| Mô tơ điện không có khả năng chống cháy nổ
Vận hành các chi tiết này trong các môi trường nguy hiểm (mỏ khí, có nhiều chất bắt lửa, …) mà không trang bị các kiến thức an toàn cần thiết có thể dẫn đến cháy nổ. Khi phải thi công trong các môi trường nguy hiểm, để mô tơ bơm ở khu vực an toàn bằng cách sử dụng dây dẫn dầu thủy lực kéo dài. |
|
| An toàn điện
Luôn luôn chắc chắn là hệ thống điện được nối đất. Khi bạn làm việc trong môi trường ẩm ướt với các thiết bị điện, việc nối đất triệt để có thể giảm thiểu tối đa khả năng bị điện giật. Kiểm tra thường xuyên dây điện, ổ cắm và các chi tiết khác. Các chi tiết bị hỏng, hở cần được thay thế và sửa chữa bởi các kỹ thuật viên có chuyên môn về điện. Không được kéo, treo các thiết bị điện bằng dây điện của chúng CHÚ Ý: Luôn luôn sử dụng đúng nguồn điện như được yêu cầu trên thiết bị hoặc theo hướng dẫn của nhà sản xuất. CHÚ Ý: Ngắt máy ra khỏi nguồn điện trước khi có ý định sửa chữa hoặc điều chỉnh máy |

|

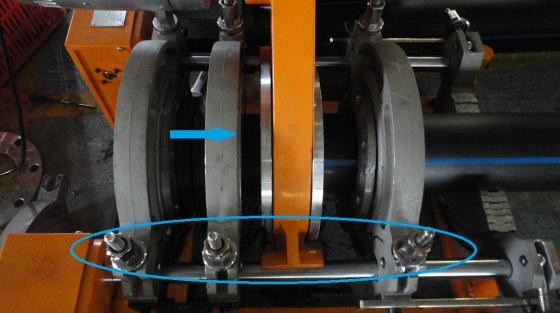
| Điểm va chạm
Bộ kẹp ống bằng thủy lực hoạt động dưới áp lực cao. Bất cứ thứ gì bị kẹp trong hệ thống chuyển động thủy lực sẽ bị nghiền nát. Lưu ý để các ngón tay, ngón chân, cánh tay, chân và đầu khỏi khu vực kẹp. Khi kiểm tra độ đồng tâm của ống chỉ nên sử dụng bút chì hoặc các vật tương tự, tránh đưa tay vào kiểm tra trực tiếp. |
 |
| Lưỡi dao rất sắc
Lưỡi dao bào ống rất sắc. Không bao giờ được thử chạm vào lưỡi dao khi chi tiết bào ống đang chạy. Trong quá trình vận hành hoặc sử dụng thiết bị, luôn luôn cẩn thận với các lưỡi dao này CHÚ Ý: Ngắt điện khỏi máy bào và tháo lưỡi dao khỏi máy trước khi tiến hành bảo dưỡng, sửa chữa hay điều chỉnh |
 |
| Thiết bị gia nhiệt rất nóng
Thiết bị gia nhiệt rất nóng và có thể làm cháy áo cũng như bỏng da. Giữ thiết bị gia nhiệt trên đế cách nhiệt kèm theo hoặc dùng chăn cách nhiệt phủ lên khi không sử dụng đồng thời sử dụng một cách cẩn thận khi gia nhiệt ống CHÚ Ý: Dùng vải sạch bằng các chất liệu tự nhiên như cotton để làm sạch mặt gia nhiệt (tránh dùng các loại vải tổng hợp từ nhựa hoặc cao su) |
 |
| Quy trình hàn
Tuân theo quy trình một cách cẩn thận, và bám sát theo tất cả các thông số thi công. Việc vận hành sai quy trình có thể dẫn tới mối hàn kém. |
 |
| Kiểm tra nhiệt độ thường xuyên
CHÚ Ý: Nhiệt độ gia nhiệt sai có thể dẫn tới mối hàn kém. Kiểm tra nhiệt độ bề mặt gia nhiệt thường xuyên với nhiệt kế và điều chỉnh khi cần. Đồng hồ đo nhiệt trên thiết bị gia nhiệt biểu thị nhiệt độ bên trong và chỉ nên dùng để tham khảo |
 |
| Đặt máy hàn
Đặt máy hàn trên bề mặt phẳng nhất có thể (không bị nghiêng, không bị gồ ghề). Nếu phải đặt máy trên bề mặt nghiêng, chắc chắn bề mặt không trơn trượt và ổn định. Nếu cần phải có vật kê, chặn để tránh máy trôi, trượt. Một số điều khiện không ổn định có thể nêu ví dụ như: Băng, tuyết, bùn, nhiều rêu. Để vận hành an toàn, không bao giờ được đặt máy trên bề mặt nghiêng quá 30% |
2.2. Kinh nghiệm sử dụng máy hàn HDPE
Tôi có thể học gì từ người khác trước khi bắt đầu?
- Sử dụng các trang bị an toàn cá nhân. Luôn luôn đội mũ cứng, giầy bảo hộ. Găng tay để bảo vệ tay khỏi bỏng do gia nhiệt và lưỡi sắc trên máy bào. Cũng nên dùng kính bảo vệ nếu có thể
- Đảm bảo tất cả các thiết bị đều trong trạng thái vận hành tốt và giây điện không bị đứt, hở cũng như được nối đất
- Đặt máy hàn ở bề mặt bằng phẳng nhất có thể
- Đặt ống lên các chân đỡ ở cả hai đầu, chân đỡ nên cách máy hàn khoảng 30 cm. Điều chỉnh độ cao của chân đỡ để hạn chế tối đa ống bị uốn
- Khi hàn ống, lưu ý kẹp phần ống ngắn hơn vào bên chuyển động và kẹp phần ống đã nối nhiều cây lại với nhau và dài hơn vào bên tĩnh của máy hàn
- Kiểm tra ống trước khi hàn. Tìm xem có vết xước sâu, lỗ rỗng hay vết cắt không. Ống với các vết bất thường lớn hơn 10% bề dày thành ống đều không nên sử dụng.
- Khi cắt thô cây ống, sử dụng dây buộc quanh ống và đánh dấu đường cắt, cách này sẽ giúp vết cắt của bạn vuông góc với ống và đều hơn. Nhìn chung, các dụng cụ có khả năng cắt gỗ có thể dùng cho ống HDPE. Sau khi cắt ống, nên vệ sinh sạch sẽ để phòng các mảnh kim loại từ cưa găm vào ống cũng như loại bỏ tạp chất khỏi bề mặt ống.
- Khi hàn ống với phụ kiện, cần đặc biệt cẩn thận. Các phần loe ra, tòe ra ở miệng ống cần được loại bỏ cẩn thận khi bào đầu ống.
- Không nên tì mạnh ống lên mặt lưỡi bào khi bào phẳng đầu ống.
- Nếu mối hàn không như bạn mong muốn và bạn nghi ngờ chất lượng mối hàn, hãy cắt chúng ra và hàn lại.
- Bề mặt để hàn phải tuyệt đối khô, không để bất cứ chất lỏng nào chạy trong ống trong quá trình hàn nối
- Khi hàn trong điều kiện thời tiết lạnh, KHÔNG TĂNG NHIỆT ĐỘ BỀ MẶT THIẾT BỊ GIA NHIỆT.
- Không được cố gắng giảm thời gian làm mát bằng cách sử dụng giẻ ướt, nước hoặc những thứ tương tự khi sử dụng máy hàn ống HDPE.
| NĂNG SUẤT HÀN ỐNG | |
| Kích thước ống (DN) | Số mối hàn trong 8 – 10 giờ làm việc |
| 20 mm – 75 mm | 30 – 60 |
| 90 mm – 200 mm | 24 – 48 |
| 225 mm – 450 mm | 12 – 24 |
| 500 mm – 630 mm | 10 – 16 |
| 710 mm – 1000 mm | 8 – 12 |
QUAN TRỌNG: Số mối hàn hàn được mỗi ngày phụ thuộc vào chiều dày, dụng cụ vận chuyển và di rời ống, sức người, điều kiện công trường và thời tiết. Sử dụng con số thấp hơn cho việc ước lượng và lên kế hoạch.
2.3. Hướng dẫn sử dụng máy hàn ống HDPE
2.3.1. Các bước vận hành máy
Nguyên lý hàn nhiệt là gia nhiệt cho hai bề mặt đạt tới nhiệt độ xác định và dính chúng lại với nhau bằng cách tác dụng một lực ép. Lực này tạo ra dòng chảy của nhựa đã được hóa dẻo qua đó tạo lên sự đảo trộn và dẫn tới sự liên kết của nhựa. Khi nhựa HDPE được gia nhiệt, cấu trúc phân tử của chúng chuyển từ dạng tinh thể sang dạng vô định hình. Khi lực nén tác động lên, các phần tử PE của hai đoạn ống sẽ trộn lẫn vào nhau. Khi mối nối được làm nguội, cấu trúc phân tử sẽ quay lại thành mạng tinh thể, bề mặt phân cách ban đầu sẽ mất đi và cả hai cây ống sẽ trở thành một thể thống nhất.
Quá trình cơ bản này bao gồm các bước:
| Kẹp chặt | Ống được kẹp chặt và để đồng tâm với nhau, sẵn sàng cho các công đoạn sau |
| Bào đầu | Các đầu ống phải được bào nhẵn để tạo ra bề mặt sạch, song song với nhau và vuông góc với trục của ống |
| So ống | Đầu ống phải được ghép thử vào nhau để so xem ống có đồng tâm chưa, bề mặt ống có khít vào nhau khi ghép không hay xem độ dày mỏng của ống để điều chỉnh giảm tối đa sai lệch |
| Gia nhiệt | Hai đầu ống cần được gia nhiệt đến khi mềm bằng bàn gia nhiệt. |
| Kết nối | Hai đầu ống sau khi được gia nhiệt thành một lớp nhựa mềm ở đầu ống sẽ được nối lại với nhau bằng lực ép của máy. Lực này cần được giữ đều và ồn định quanh bề mặt kết nối. |
| Giữ | Mối nối phải được giữ cố định dưới tác dụng lực ép như ở trên cho đến khi đủ nguội và mối nối đã được định hình ổn định |
Hàn nhiệt ống và phụ kiện với các độ dày khác nhau
Khi hàn nhiệt các mỗi nối giữa ống hoặc phụ kiện với nhau, chúng phải có cùng đường kính ngoài và sai số giữa độ dày nhỏ nhất của hai chi tiết được nối không được vượt quá 26%.
Ví dụ: Bạn muốn kết nối ống hoặc phụ kiện có độ dày tối thiểu 10 mm. Bạn có thể hàn ống với ống hoặc phụ kiện có độ dày thành tối thiểu là 7,5 mm hoặc tối đa 12,5 mm
Quan trọng:
- Độ bền đường ống sẽ tương đương với độ bền ở chỗ yếu nhất trên cả đường ống.
- Áp lực hàn dùng để nối hai ống có độ dày khác nhau chỉ đặt tương đương theo độ dày của ống mỏng hơn.
| Thiết bị hàn | ||||
| 1 | Khung kẹp ống |  |
||
| 2 | Giá đỡ máy bào/bàn gia nhiệt | |||
| 3 | Máy bào đầu ống | |||
| 4 | Bàn gia nhiệt | |||
| 5 | Động cơ thủy lực (*) | |||
| Nguồn cấp: Điện áp 220V – 50 Hz
(*) Chỉ có ở các mẫu máy hàn có cơ cấu kẹp ống bằng thủy lực. Ở các mẫu kẹp cơ sẽ sử dụng cơ cấu trục ren trực tiếp trên khung kẹp ống để thay thế. |
||||
Nhiệt độ gia nhiệt cho bàn gia nhiệt phải đạt tới nhiệt độ 220 độ C
Nhiệt độ bàn gia nhiệt phải đạt được nhiệt độ nhất định trước khi hàn. Trước khi bắt đầu, tất cả các điểm trên cả hai mặt của bàn gia nhiệt phải nằm trong khoảng nhiệt độ nhất định. Sự sai lệch nhiệt độ giữa hai điểm bất kì trên mặt bàn gia nhiệt không được quá 15 C cho thiết bị hàn ống đường kính nhỏ hơn 450 mm, hoặc 20 C cho thiết bị hàn ống đường kính lớn hơn 450 mm. Bề mặt gia nhiệt phải sạch. Đối với ống dày (độ dày ≥ 35mm) nên cài đặt ở giới hạn dưới của khoảng nhiệt độ gia nhiệt (từ 205 C đến 220 C). Khi hai bề mặt kết nối của ống đạt đến nhiệt độ và được đẩy vào nhau, lực cần thiết để tạo mối nối là lực cần thiết để nhựa phè lên và chảy lên trên bề mặt của ống. Điều này được xác định bằng cách quan sát.
2.3.2. Quy trình hàn ống
| Lắp má kẹp ống
Lựa chọn các bản má kẹp tương ứng với loại ống cần hàn |
 |
| Đưa ống vào máy
Vệ sinh sạch sẽ cả trong và ngoài đầu ống chuẩn bị hàn. Mở hàm kẹp phía trên và đặt ống vào hàm dưới của bộ kẹp đã được lắp đầy đủ má kẹp tương ứng. Lưu ý để đầu ống chìa ra khỏi bộ kẹp khoảng 2 đến 3 cm. Đóng hàm trên của bộ kẹp xuống nhưng chưa được xiết chặt |
 |
| Đặt máy bào đầu ống vào
Đặt đầu gá ở xa (số 1) của máy bào vào thanh trượt của khung kẹp sau đó hạ đầu gá ở gần (số 2) của máy bào vào thanh trượt. |
 |
| Định vị ống trên máy
Khi máy bào nằm đúng vị trí, sử dụng tay quay (máy kẹp cơ) hoặc cần điều chỉnh (máy kẹp điện) để đẩy hai đầu ống về gần máy báo, quan sát khoảng cách giữa đầu ống và máy bào để đảm bảo đầu ống sẽ được gọt phẳng. Xiết bulông giữ hàm kẹp ống để đảm bảo ống không thể di chuyển nhưng không bị biến dạng. |
 |
| Bào đầu ống
Máy bào phải được khởi động cho quay trước khi ống được đẩy vào tiếp xúc với lưỡi dao bào. Sử dụng tay quay hoặc cần gạt để ép hai đầu ống vào máy bào. Sau khi hai mặt ống đã được bào phẳng, tắt máy bào và chờ cho lưỡi dao dừng hẳn. Quay tay quay hoặc cần gạt ngược lại để đẩy hai đầu ống ra xa khỏi máy bào. Nhấc máy bào ra khỏi khung, lưu ý tránh không để máy bào va vào đầu ống. Nếu sau khi bào phẳng mà đầu ống không nhẵn mịn, yêu cầu làm lại bước đặt ống vào máy bào |
 |
| Kiểm tra độ khít và đồng tâm của ống
Đưa hai đầu ống lại gần nhau, sử dụng lực hợp lý để hai ống không bị đẩy ra. Kiểm tra độ khít và đồng tâm của ống sau khi bào đầu. Nếu hai cây ống chỉ lệch tâm nhẹ thì có thể xiết chặt bulông kẹp ống ở góc cao hơn để ép ống xuống. Lưu ý là hai ống không được lệch nhau quá 10% độ dày thành ống để đảm bảo độ bền mối nối. Chú ý: Khi kẹp ống, không được vặn bulông kẹp quá chặt, có thể dẫn tới hỏng máy. Cần quan sát khoảng cách giữa má kẹp trên và má kẹp dưới. Khi kẹp ống để kiểm tra, cần kẹp với áp lực tương tự khi hàn nối để kiểm tra xem ống có bị trượt không. Nếu xảy ra hiện tượng trượt, quay lại bước gá ống lên máy. |
 |
| Kiểm tra nhiệt độ bàn gia nhiệt
Cài đặt sai nhiệt độ gia nhiệt có thể dẫn tới sự không đảm bảo chất lượng mối hàn. Kiểm tra nhiệt độ bàn gia nhiệt thường xuyên tại nhiều điểm với nhiệt kế để có những điều chỉnh thích hợp. Nhiệt độ bề mặt tấm gia nhiệt phải trong khoảng từ 205 C đến tối đa 235C và nhiệt độ tối ưu là 220 C Quan trọng: Giơ le nhiệt trên bàn gia nhiệt hoạt động dựa trên nhiệt độ bên trong của máy và hơi khác so với nhiệt độ thực tế bề mặt. Do đó cần chỉnh núm xoay hợp lý kết hợp với đo nhiệt độ thực tế bề mặt tấm gia nhiệt để đạt được nhiệt độ bề mặt mong muốn. |
|
| Đưa bàn gia nhiệt vào khung kẹp
Bàn gia nhiệt không có khả năng chống cháy nổ. Việc vận hành bàn gia nhiệt trong môi trường độc hại mà không có sự chuẩn bị an toàn cần thiết có thể dẫn đến cháy nổ và thương vong. Khi buộc phải thi công trong môi trường độc hại, bàn gia nhiệt nên được gia nhiệt ở điều kiện an toàn, sau đó ngắt điện trước khi đưa vào môi trường nguy hiểm để hàn. Sử dụng vải sạch bằng chất liệu không bắt lửa để vệ sinh bề mặt bàn gia nhiệt Bề mặt mạ bị bong, nhựa dích trên bề mặt bàn gia nhiệt, bàn gia nhiệt bị bẩn có thể ảnh hưởng tới mối hàn. |

|
Gia nhiệt ống Khi bàn gia nhiệt vào vị trí ở giữa hai đầu ống. Kéo đầu ống (hoặc đầu phụ kiện) bằng một lực nhất định để đảm bảo hai đầu ống tiếp xúc hoàn toàn với bàn gia nhiệt. Lực tiếp xúc ban đầu chỉ nên duy trì trong thời gian ngắn và phải giảm đi nhưng không được làm mất sự tiếp xúc giữa bàn gia nhiệt và đầu ống. Lực tiếp xúc nên được giảm xuống khi nhìn thấy dấu hiệu nhựa chảy ra ở đầu ống. Giữ cho ống tiếp xúc với bàn gia nhiệt nhưng không dùng lực (có thể tác động một lực tì nhẹ để đảm bảo bề mặt ống tiếp xúc với bàn gia nhiệt), sẽ có lớp nhựa mềm bị đùn lên ở đầu ống. Tiếp tục gia nhiệt cho tới khi phần nhựa đùn lên đạt kích thước nhất định. Tối thiểu là tương đương với bảng bên |

|
||||||||||||||||
| Hàn ống
Sau khi gờ nhựa chảy đạt được kích thước thích hợp, tháo bàn gia nhiệt, nhanh chóng kiểm tra hai đầu được gia nhiệt, phải có bề mặt phẳng, nhẵn và được hóa dẻo hoàn toàn. Nếu bề mặt nhựa chảy ra chấp nhật được, ngay lập tức kép cho hai đầu của hai cây ống sát vào nhau và sử dụng lực kết nối hợp lý để hai gờ nhựa chạm vào nhau và tạo ra gờ nhựa phè lên trên thành ống. Không được ép quá nhanh và mạnh. Bề mặt nhựa chảy mà bị lõm vào là không đảm bảo, nó thể hiện có lực tác dụng trong quá trình gia nhiệt. Trong trường hợp này không được tiếp tục mà phải chờ cho đầu ống nguội và làm lại từ đầu |
Bề mặt nhựa chảy bị lõm do khi gia nhiệt ép lực quá mạnh, không đảm bảo chất lượng mối hàn |

| Làm mát mối hàn
Giữ cho mồi hàn đứng im dưới lực hàn cho tới khi mối nối nguội đi. Việc làm nguội dưới áp lực trước khi tháo ống ra khỏi máy hàn là khâu rất quan trọng để đạt chất lượng mối nối. Nguyên tắc là duy trì áp lực hàn ống và làm mát trong thời gian tối thiểu là 11 phút cho mỗi 14 mm độ dày thành ống. Tránh các ứng suất cao như kéo giãn, thi công hoặc bẻ gập thêm 30 phút hoặc hơn sau khi tháo ống ra khỏi máy hàn. Xem bảng thông số hàn để biết thêm chi tiết về thời gian làm mát. Không được làm giảm thời gian làm mát bằng cách sử dụng nước, giẻ ẩm hoặc những biện pháp tương tự |
| Tháo ống và kiểm tra
Sau khi ống được làm mát hợp lý, tháo lỏng hàm kẹp ống và đưa ống ra ngoài và kiểm tra theo hướng dẫn kiểm tra mối hàn ở dưới. |
2.3.3. Hướng dẫn khắc phục sự cố mối nối hàn nhiệt đấu đầu
| Kiểm tra mối hàn
Nguyên tắc vàng: Nếu nghi ngờ, cắt ống ra và hàn lại Gờ nhựa nổi lên khi hàn sẽ phè lên trên bề mặt cạnh ống và phải tương đối đều quanh vành ống. Gờ nhựa không cần thiết phải đều bằng nhau. Chỗ rãnh tạo ra bởi hai gờ nổi phải không được thấp hơn thành ống như trong hình. Trong trường hợp hàn ống với phụ kiện ép phun, phần nhựa gồ lên ở phía phụ kiện có thể có hình dạng bất thường. Trong trường hợp phần gồ lên ở bên ống vẫn đều thì mối nối này vẫn có thể đảm bảo chất lượng. |

Các biểu hiện lỗi hàn và nguyên nhân
| Biểu hiện | Nguyên nhân |
| Một bên gờ lớn hơn gờ còn lại | Chưa căn chỉnh ống, ống/phụ kiện bị trượt trên bộ kẹp, đầu ống chưa được bào phẳng, máy hàn bị lỗi |
| Góc gờ nổi ra ngoài hơi vuông | Áp lực trong quá trình gia nhiệt |
| Độ rộng của gờ nổi lớn | Gia nhiệt ở nhiệt độ quá cao, áp lực nối ống quá lớn |
| Đỉnh của gờ có dạng phẳng | Gia nhiệt ở nhiệt độ quá cao, áp lực nối ống quá lớn |
| Gờ nổi quá nhỏ | Gia nhiệt hoặc áp lực nối ống chưa đủ |
| Gờ nổi quá lớn | Thời gian gia nhiệt quá dài |
| Bề mặt gờ nổi nhám, có bọng khí, rỗ | Ống bị ẩm |
| Rãnh V tạo bởi hai gở nổi quá sâu | Lực nối ống quá lớn, chưa gia đủ nhiệt, áp lực trong quá trình gia nhiệt |
| Kích thước gờ nổi không đều quanh chu vi ống | Chưa cân chỉnh chuẩn, dụng cụ gia nhiệt bị lỗi, chưa bào đầu ống cho phẳng |
Các lỗi thường gặp khi sử dụng máy hàn ống HDPE.
1. Động cơ không hoạt động:
- Kiểm tra dây điện, ổ cắm, nguồn điện
2. Kẹp ống không di chuyển được:
- Kiểm tra các kết nối dầu thủy lực từ động cơ thủy lực vào giá kẹp Kiểm tra lượng dầu trong bình
- Kiểm tra lưới lọc của bơm dầu thủy lực
- Dầu thủy lực cần được thay mới thường xuyên mỗi 500 giờ hoạt động hoặc sau 6 tháng tùy xem điều kiện nào đến trước.
2.4: Hình ảnh minh họa và bảng thông số
A. Hình ảnh mối hàn:
1.Mối hàn đạt yêu cầu:
-
- Hai gờ nhựa đẹp, phù hợp
- Ống đã được đồng tâm đúng yêu cầu

2. Mối hàn không đạt yêu cầu
(a) Thời gian gia nhiệt quá dài hoặc lực ép quá cao (gờ nhựa quá to)

(b) Ống chưa được đồng tâm (Ống thấp, ống cao)

(c) Ống bào mặt chưa hoàn chỉnh hoặc gia nhiệt không đủ thời gian

(d) Vết ghép bị chéo (ống bị gá lệch trong máy hàn)

(e) Ống chưa được bào hoàn chỉnh hoặc chưa làm sạch hết phoi bào

B. Bảng thông số hàn ống HDPE Chú giải:
| DN | : Đường kính ngoài danh nghĩa |
| W | : Độ dày thành ống |
| T1 | : Thời gian gia nhiệt bắt đầu tạo gờ nổi |
| T2 | : Thời gian tiếp tục gia nhiệt |
| T3 | : Thời gian để thay tháo bàn gia nhiệt ra |
| T4 | : Thời gian để ép hai ống vào nhau |
| T5 | : Thời gian làm mát |
| P1 | : Áp suất để bắt đầu tạo gờ nổi |
| P2 | : Áp suất để duy trì sự tiếp xúc trong quá trình gia nhiệt |
| P5 | : Áp suất ép hai đầu ống vào nhau và giữ ống trong thời gian làm mát |
| Bs | : Kích thước gờ nhựa nổi lên (chỉ có giá trị tham khảo) |
Lưu ý: P1 = P5

Đồ thị giữa áp lực và thời gian hàn ống
| S10 – SDR 21 | ||||||||
| DN (mm) | W (mm) | P1 (Mpa) | Bs (mm) | P2 (Mpa) | t2 (s) | t3 (s) | p5 (Mpa) | t5 (min) |
| 110 | 5,3 | 1,2 | 1.0 | 0.05 | 53 | 5 | 1,2 | 7 |
| 125 | 6 | 1,3 | 1.0 | 0.06 | 60 | 5 | 1,3 | 9 |
| 140 | 6,7 | 1,5 | 1.0 | 0.08 | 67 | 5 | 1,5 | 10 |
| 160 | 7,7 | 1,7 | 1.5 | 0.11 | 77 | 5 | 1,7 | 11 |
| 180 | 8,6 | 1,9 | 1.5 | 0.13 | 86 | 5 | 1,9 | 12 |
| 200 | 9,6 | 2,2 | 1.5 | 0.16 | 96 | 6 | 2,2 | 13 |
| 225 | 10,8 | 2,4 | 1.5 | 0.21 | 108 | 6 | 2,4 | 15 |
| 250 | 11,9 | 2,7 | 1.5 | 0.25 | 119 | 6 | 2,7 | 16 |
| 280 | 13,4 | 3 | 1.5 | 0.26 | 134 | 6 | 3 | 17 |
| 315 | 15 | 3,4 | 1.5 | 0.27 | 150 | 6 | 3,4 | 18 |
| 355 | 16,8 | 3,8 | 1.5 | 0.28 | 168 | 6 | 3,8 | 19 |
| 400 | 19,1 | 4,2 | 1.5 | 0.29 | 191 | 6 | 4,2 | 20 |
| 450 | 21,5 | 4,9 | 1.6 | 0.30 | 214 | 7 | 4,9 | 21 |
| 500 | 23,9 | 5,5 | 1.7 | 0.31 | 237 | 7 | 5,5 | 22 |
| 560 | 26,7 | 6,2 | 1.8 | 0.32 | 260 | 7 | 6,2 | 23 |
| S8 – SDR 17 | ||||||||
| DN (mm) | W (mm) | P1 (Mpa) | Bs (mm) | P2 (Mpa) | t2 (s) | t3 (s) | p5 (Mpa) | t5 (min) |
| 110 | 6,6 | 1,2 | 1.0 | 0.06 | 66 | 5 | 1,2 | 9 |
| 125 | 7,4 | 1,3 | 1.5 | 0.08 | 74 | 5 | 1,3 | 10 |
| 140 | 8,3 | 1,5 | 1.5 | 0.10 | 83 | 5 | 1,5 | 11 |
| 160 | 9,5 | 1,7 | 1.5 | 0.13 | 95 | 6 | 1,7 | 13 |
| 180 | 10,7 | 1,9 | 1.5 | 0.16 | 107 | 6 | 1,9 | 14 |
| 200 | 11,9 | 2,1 | 1.5 | 0.20 | 119 | 6 | 2,1 | 16 |
| 225 | 13,4 | 2,4 | 2.0 | 0.25 | 134 | 6 | 2,4 | 17 |
| 250 | 14,8 | 2,7 | 2.0 | 0.31 | 148 | 7 | 2,7 | 19 |
| 280 | 16,6 | 3 | 2.2 | 0.32 | 166 | 7 | 3 | 21 |
| 315 | 18,7 | 3,3 | 2.2 | 0.33 | 187 | 7 | 3,3 | 23 |
| 355 | 21,1 | 3,8 | 2.3 | 0.34 | 211 | 8 | 3,8 | 25 |
| 400 | 23,7 | 4,3 | 2.3 | 0.35 | 237 | 8 | 4,3 | 27 |
| 450 | 26,7 | 4,8 | 2.5 | 0.36 | 267 | 8 | 4,8 | 29 |
| 500 | 29,7 | 5,2 | 2.5 | 0.37 | 297 | 8 | 5,2 | 31 |
| 560 | 33,2 | 6 | 2.5 | 0.38 | 332 | 8 | 6 | 33 |
| S6.3 – SDR 13.6 | ||||||||
| DN (mm) | W (mm) | P1 (Mpa) | Bs (mm) | P2 (Mpa) | t2 (s) | t3 (s) | p5 (Mpa) | t5 (min) |
| 110 | 8,1 | 1,15 | 1.5 | 0.07 | 81 | 5 | 1,15 | 11 |
| 125 | 9,2 | 1,3 | 1.5 | 0.10 | 92 | 5 | 1,3 | 12 |
| 140 | 10,3 | 1,46 | 1.5 | 0.12 | 103 | 6 | 1,46 | 13 |
| 160 | 11,8 | 1,66 | 1.5 | 0.16 | 118 | 6 | 1,66 | 15 |
| 180 | 13,3 | 1,87 | 2.0 | 0.20 | 133 | 6 | 1,87 | 17 |
| 200 | 14,7 | 2 | 2.0 | 0.24 | 147 | 7 | 2 | 19 |
| 225 | 16,6 | 2,34 | 2.0 | 0.31 | 166 | 7 | 2,34 | 20 |
| 250 | 18,4 | 2,6 | 2.0 | 0.38 | 184 | 8 | 2,6 | 23 |
| 280 | 20,6 | 2,9 | 2.0 | 0.39 | 206 | 8 | 2,9 | 26 |
| 315 | 23,2 | 3,2 | 2.5 | 0.40 | 232 | 8 | 3,2 | 29 |
| 355 | 26,1 | 3,7 | 2.5 | 0.41 | 261 | 8 | 3,7 | 32 |
| 400 | 29,4 | 4,1 | 2.5 | 0.42 | 294 | 8 | 4,1 | 35 |
| 450 | 33,1 | 4,6 | 2.5 | 0.43 | 331 | 8 | 4,6 | 38 |
| 500 | 36,8 | 5,2 | 2.5 | 0.44 | 368 | 9 | 5,2 | 41 |
| 560 | 41,2 | 5,8 | 3 | 0.45 | 412 | 9 | 5,8 | 44 |
| S5 – SDR 11 | ||||||||
| DN (mm) | W (mm) | P1 (Mpa) | Bs (mm) | P2 (Mpa) | t2 (s) | t3 (s) | p5 (Mpa) | t5 (min) |
| 110 | 10 | 1,1 | 1.5 | 0.09 | 100 | 5 | 1,1 | 13 |
| 125 | 11,4 | 1,25 | 1.5 | 0.12 | 114 | 6 | 1,25 | 14 |
| 140 | 12,7 | 1,4 | 2.0 | 0.14 | 127 | 6 | 1,4 | 16 |
| 160 | 14,6 | 1,6 | 2.0 | 0.19 | 146 | 7 | 1,6 | 18 |
| 180 | 16,4 | 1,8 | 2.0 | 0.19 | 164 | 7 | 1,8 | 20 |
| 200 | 18,2 | 2 | 2.0 | 0.30 | 182 | 7 | 2 | 22 |
| 225 | 20,5 | 2,2 | 2.5 | 0.38 | 205 | 8 | 2,2 | 25 |
| 250 | 22,7 | 2,5 | 2.5 | 0.46 | 227 | 8 | 2,5 | 28 |
| 280 | 25,4 | 2,8 | 2.5 | 0.54 | 254 | 8 | 2,8 | 31 |
| 315 | 28,6 | 3,1 | 2.5 | 0.62 | 286 | 8 | 3,1 | 34 |
| 355 | 32,2 | 3,5 | 2.5 | 0.70 | 322 | 8 | 3,5 | 37 |
| 400 | 36,3 | 4 | 2.5 | 0.78 | 363 | 8 | 4 | 40 |
| 450 | 40,9 | 4,5 | 3 | 0.86 | 409 | 9 | 4,5 | 43 |
| 500 | 45,4 | 5 | 3 | 0.94 | 454 | 9 | 5 | 46 |
| 560 | 50,6 | 5,6 | 3 | 0.102 | 506 | 9 | 5,6 | 49 |
| S4 – SDR 9 | ||||||||
| DN (mm) | W (mm) | P1 (Mpa) | Bs (mm) | P2 (Mpa) | t2 (s) | t3 (s) | p5 (Mpa) | t5 (min) |
| 110 | 12,3 | 1,1 | 1.5 | 0.09 | 123 | 5 | 1,1 | 13 |
| 125 | 14 | 1,2 | 1.5 | 0.12 | 140 | 6 | 1,2 | 14 |
| 140 | 15,7 | 1,3 | 2.0 | 0.14 | 157 | 6 | 1,3 | 16 |
| 160 | 17,9 | 1,5 | 2.0 | 0.19 | 179 | 7 | 1,5 | 18 |
| 180 | 20,1 | 1,7 | 2.0 | 0.19 | 201 | 7 | 1,7 | 20 |
| 200 | 22,4 | 1,9 | 2.0 | 0.30 | 224 | 7 | 1,9 | 22 |
| 225 | 25,2 | 2,1 | 2.5 | 0.38 | 252 | 8 | 2,1 | 25 |
| 250 | 27,9 | 2,4 | 2.5 | 0.46 | 279 | 8 | 2,4 | 28 |
| 280 | 31,3 | 2,6 | 2.5 | 0.54 | 313 | 8 | 2,6 | 31 |
| 315 | 35,2 | 3 | 2.5 | 0.62 | 352 | 9 | 3 | 34 |
| 355 | 39,7 | 3,3 | 2.5 | 0.70 | 397 | 9 | 3,3 | 37 |
| 400 | 44,7 | 3,8 | 2.5 | 0.78 | 447 | 9 | 3,8 | 40 |
| 450 | 50,3 | 4,2 | 3 | 0.86 | 503 | 9 | 4,2 | 43 |
| 500 | 55,8 | 4,7 | 3 | 0.94 | 558 | 9 | 4,7 | 46 |
| 560 | 62,5 | 5,3 | 3 | 0.102 | 625 | 9 | 5,3 | 49 |

Việc vận hành máy móc thiết bị đúng quy trình và bảo quản tốt không chỉ giúp kéo dài tuổi thọ thiết bị và đặt chúng luôn ở trạng thái sẵn sàng cao, còn giúp chủ đầu tư tiết kiệm chi phí sửa chữa, thay thế. Mặt khác trong quá trình thi công tại công trường, mỗi hỏng hóc trục trặc đều dẫn đến chậm tiến độ. Không phải trục trặc nào cũng dễ giải quyết, phụ tùng nào cũng có sẵn để thay thế ngay. Với bài hướng dẫn sử dụng máy hàn ống HDPE và phụ kiện trên, Thuận Phát hi vọng bạn đã nắm được cách sử dung máy hàn HDPE thật chi tiết.
Thuận Phát là công ty sản xuất và cung cấp ống nhựa HDPE cho các dự án, công trình với chất lượng đảm bảo và nhận được sự tin tưởng của khách hàng suốt gần 20 năm qua.
Nắm được kỹ càng cách sử dụng máy hàn ống HDPE, khách hàng sẽ yên tâm hơn về độ bền của những đường ống này. Ngoài việc làm theo các bước hàn, bạn cũng nên chú ý những thông số được Thuận Phát đưa ra trong bài viết trên. Nếu có bất kỳ thắc mắc nào, hãy liên lạc cho chúng tôi theo hotline: 0962 655 955 để được tư vấn tận tình.
Video hướng dẫn cách hàn ống HDPE sử dụng máy hàn nhiệt từ Thuận Phát INC
Kết
Trên đây là những chia sẻ của Ống nhựa Thuận Phát về hướng dẫn sử dụng máy hàn ống HDPE và phụ kiện chi tiết. Hi vọng bài viết sẽ giúp ích cho bạn.
Liên hệ ngay với Ống nhựa Thuận Phát để nhận tư vấn và báo giá mới nhất.
Hotline: 0962 655 955 hoặc 0982 558 158
Website: https://thuanphatgroup.com.vn
Fb: https://www.facebook.com/ongnhua.thuanphat538
Văn phòng giao dịch: Số 8, ngõ 538 Đường Láng, Q. Đống Đa, Hà Nội
Nhà máy: Thị trấn Yên Mỹ, huyện Yên Mỹ, tỉnh Hưng Yên






 Tầng 5, Tòa nhà 25T2 Hoàng Đạo Thúy, Phường Yên Hòa, Hà Nội
Tầng 5, Tòa nhà 25T2 Hoàng Đạo Thúy, Phường Yên Hòa, Hà Nội
 Km6, QL 39A, Xã Yên Mỹ, Tỉnh Hưng Yên
Km6, QL 39A, Xã Yên Mỹ, Tỉnh Hưng Yên